排放限值CO含量在线分析
陕西卓宇佳创仪器仪表有限公司
2024-06-24 11:15:05


式中,
—红外辐射被气体吸收后的能量;
—红外辐射被气体吸收前的能量;
—气体的吸收系数(消光系数);
—吸收气体的浓度;
—红外辐射经过吸收气体层的长度。
2 红外线分析工作原理
分析部分由三大部件组成:
一个能发出特定红外波长的红外辐射器—-光源;
一个由参比气室和分析气室组成的测量池;
一个能检测红外辐射并将红外辐射的能量变化转换成电量变化的接收器(亦称检测器)。
由红外光源发出二束能量相等、按照一定频率进行调制的平行光束,分别通过参比气室和分析气室后,由于分析气室中吸收气体(被测气体)对红外线的吸收,使原来能量相等的二束红外线产生了能量差,然后又分别进入接收器的参比接收室和测量接收室。通过薄膜电容器将红外线能量变化转换成电量变化,再通过电气单元和控制单元的放大整流及线性化等各种处理,仪器就能输出一个与被测气体浓度变化相对应的信号,供显示或控制。
分析器除了各种部件的特殊结构外,在接收原理上有一个特殊的改进。接收器的参比接收室和测量接收室分别用光学镜片分隔成前室和后室。
在接收器中的吸收气体和分析气室中的被测气体同样都按朗伯特—比尔定律吸收红外线。前室中气体的吸收曲线近似于被测气体的消光曲线。由于前后室之间半透半反窗的作用,使后室辐射得到抑制,排除了干抗气的影响,使仪器达到最佳选择效果。
2.2技术优势
MEMS红外光源是电调制的脉冲光源,具有较高的调制频率,满足热释电检测器的特性要求。
双通道检测器设计,有效提高了仪器稳定性。
高精度恒温控制,降低了环境温度对仪器测量的影响。
大气压力补偿,降低了环境大气压力变化对仪器测量的影响。
隔离的电流环输出和开关量输出,消除外界各种干扰对仪器测量的影响
主要技术性能
零点漂移:≤±1%FS/7d
量程漂移:≤±1%FS/7d
测量范围:CO:0-1.0000Vol(四位小数显示)
分辨率:1ppm
测量精度:≤±2%FS
线性误差:≤±1%FS
重复性误差:Cv≤±0.5%
响应时间: T90≤10s
输出信号: 4~20mA 500Ω
系统的滞后时间:T90≦30S
样气温度:≦800℃
样气最大含尘量:≦1000mg/Nm3
环境温度:-30~55℃
环境压力:70~160kPa(海拔低于2000m)
相对湿度:不大于95%
电源:220±22VAC;50±0.5Hz
系统的绝缘电阻不小于5兆欧

供货清单
序号 名称 名称(明细) 制造单位 数量
1 分析单元 恒温红外气体分析单元
(CO:0-1.0000%Vol)
四位小数显示
分辨率1ppm
测量精度:≤±2%FS 卓宇佳创 1套
2 取样单元 气体取样探头 卓宇佳创 1套
过滤芯 1支
探头加热控制装置 1套
探头防护罩 1套
采样导杆 1根
反吹电磁阀 国内配套 台
取样电动球阀 KLD 1台
3 主要电气部件 PLC SR20 西门子 1套
中间继电器 松下 1套
7寸触摸屏 MCGS 1台
空开 正泰 1套
温控器 国内 2台
24V开关电源 明纬 2台
固态继电器 国内 2只
4 预处理单元
JC-6200 雾过滤器 卓宇佳创 1套
蠕动泵 英国BOXER 2台
压缩机冷凝器 卓宇佳创 1台
真空泵 KNF 1台
快速放散控制器 国内配套 1套
湿度报警精密过滤器 卓宇佳创 1套
反吹气源处理器 国内 1套
报警转子流量计 DK800 1套
5 系统成套柜 1600*700*450mm 国内配套 1套
6 标校单元 标校阀 国内配套 1台
标气专用减压阀 国内配套 1台
校准气(零点气/量程气) 国内配套 2瓶
7 取样管线 Φ8一体电伴热管 国内配套 25米
8 安装附件 电缆(采样器至分析柜)、接头等 卓宇佳创 1批
9 文件资料 合格证、说明书等 卓宇佳创 1批

种连续自动监测工艺系统中的CO含量的机器
一氧化碳分析系统是一种连续自动监测工艺系统中的CO含量的机器。
中文名一氧化碳分析系统
测量范围0-5%CO
设定范围10%-90%F.S
指示值零点漂移
技术参数
3.主机仪器的稳定性:仪器预热8小时后,在其基准条件下连续运行48小时
4.其指示值: 1.零点漂移: ≤±2%F.S 2.灵敏度变化: ≤±3%FS
5.各种输出的开关量信号容量:220V/5A
主要特点
1.环境温度对仪器的影响:从5℃-40℃变化,应小于3%
2.响应时间:≤2min(根据取样管线的长短及粗细不同变化。)
3.样品气分析流量:0.5L/min
4.外形尺寸:1800mm×610mm×700mm
5.重量:约180Kg
仪器介绍
该系统能够连续自动监测工艺系统中的CO、含量。当CO含量达到或超过设定的下限报警值时,发出声光报警信号,立即提供报警开关信号;当CO含量达到或超过设定的上限报警值时,立即提供连锁控制开关信号,使其自动停机;当CO含量下降到设定的上限报警值时,可自动解除连锁控制信号;当CO含量下降到设定的下限报警值时,可自动解除报警控制信号。

锅炉燃烧效率分析仪,可以实时在线连续监测锅炉烟气中的CO含量,并用于系统控制。自动或手动调整锅炉凤煤配比等参数,有效降低空气量过大造成的排烟热量损失q2或空气量过低造成的未完全燃烧热损失q3和q4,以便获得锅炉燃烧效率。
先进的样气处理系统,综合了样气采集、粉尘处理、样气冷凝的技术,高效滤除样气中的粉尘、盐类等成份,使样气更加洁净,有效延长分析单元的寿命,以及维护周期。
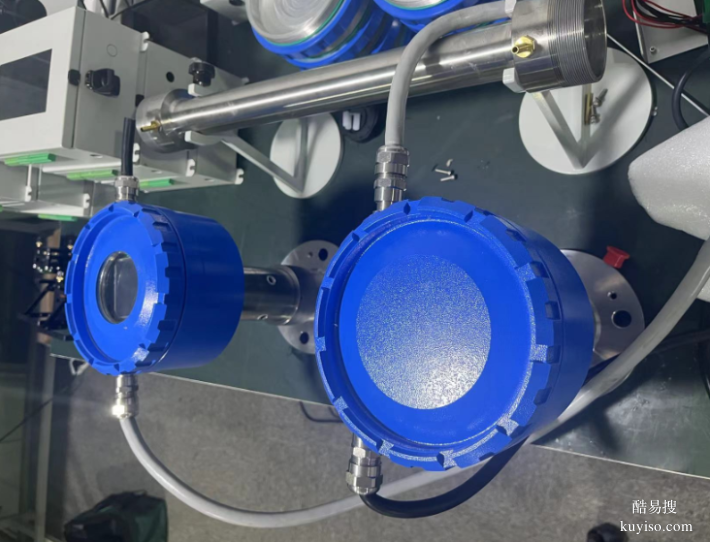
气体取样探头可以实现中温800℃、高温1300℃工况样气采集﹔并配有专有的探头过滤器,滤芯采用双疏水高分子纳米材料,多层过滤技术,高温伴热技术,防止烟气冷凝导致粉主堵塞滤芯;同时采用提中反吹技术,实现自动反吹扫系统,有效避兔粉尘附着,才能实现采样探头长周期无堵塞连续取样。
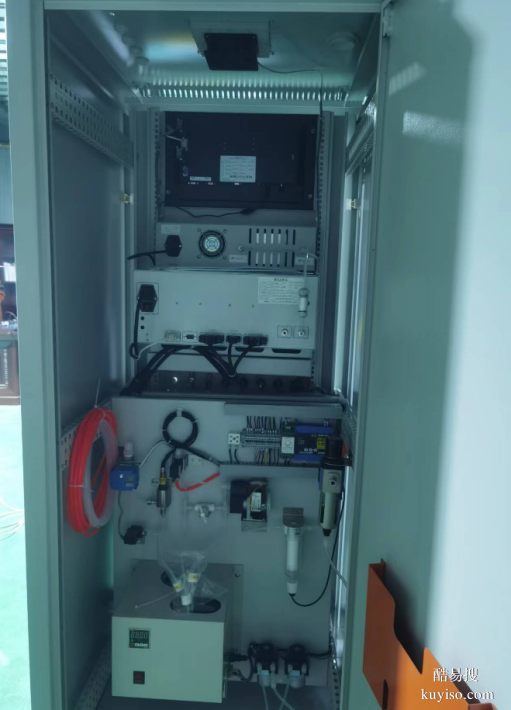
CO在线分析系统
样气分析单元,具有实时设备状态检测,设备运行诊断功能;对于设备的运行异常,如反吹无压缩空气、样气气路堵塞、样气曹路伴热故障、冷凝器故障等,能够输出报警信号到DCS或相关设备﹔便于技术维护。同时,还能够对样气CO检测浓度进行超限报警,如浓度高、浓度低等。
CO在线检测——新的燃烧优化指标
燃烧调整与控制是锅炉运行调整中核心和关键环节,与锅炉运行的经济性、安全性和环保性密切相关。依据氧量进行的传统燃烧调整方法存在明显的缺陷:
氧量测量误差(漏风、漂移、烟气成分分布不均、粉
尘污染等影响),无法精细化测量控制氧量。
氧量无法反应炉内局部混合不均燃烧恶化的情况。氧量无法反映燃尽风以下的区域凤煤配比。
因此,当燃烧局部恶化的时候,仅依据Oz进行燃烧调整的传统方法会导致对锅炉整体燃烧状况产生误判,并且Oz量的误差和敏感性不够,会在很大程度上影响测量精度,以及影响炉内迫量空气系数和锅炉排烟热损失的计算,影响锅炉经济环保运行。故烟道、炉膛的CO值是评价锅炉运行的重要依据及指标,与锅炉运行的经济性和环保性密切相关。

焦化厂一般由备煤、炼焦、回收、精苯、焦油、其他化学精制、化验和修理等车间组成。其中化验和修理车间为辅助生产车间。
备煤车间的任务是为炼焦车间及时供应合乎质量要求的配合煤。炼焦车间是焦化厂的主体车间。炼焦车间的生产流程是:装煤车从贮煤塔取煤后,运送到已推空的碳化室上部将煤装入碳化室,煤经高温干馏变成焦炭,并放出荒煤气由管道输往回收车间;用推焦机将焦炭从碳化室推出,经过拦焦车后落入熄焦车内送往熄焦塔熄焦;之后,从熄焦车卸入凉焦台,蒸发掉多余的水分和进一步降温,再经输送带送往筛焦炉分成各级焦炭。回收车间负责抽吸、冷却及吸收回收炼焦炉发生的荒煤气中的各种初级产品。
在焦化厂,一氧化碳存在于煤气中,特别是焦炉加热用的高炉煤气中的一氧化碳含量在30%左右。焦炉的地下室、烟道通廓煤气设备多,阀门启闭频繁,极易泄漏煤气。所以,必须对煤气设备定期进行检查,及时维护,烟道通廓的贫煤气阀应***其处于负压状态。
为了防止硫化氢、氰化氢中毒,焦化厂应当设置脱硫、脱氰工艺设施。过去国内只有城市煤气才进行脱硫,冶金企业一般不脱硫。至于脱氰,一般只从部分终冷水或氨气中脱氰生产黄血盐。随着对污染严重性认识的提高,近年来,各焦化厂已开始重视煤气的脱硫脱氰问题。为了防止硫化氢和氰化氢中毒,蒸氨系统的放散管应设在有人操作的下风侧。
当前国家对大气保护控制措施越来越严厉和明确,火力发电厂锅炉经烟囱排放到大气中的烟气是产生雾霾的重要因素之一,国内主要的火力发电厂应新上台环保法的强制要求,陆续上马脱硫脱硝设备,排烟中NOx及SO2逐步降低,同时低Nox燃烧技术被广泛推广,以降低锅炉排烟进入脱硝设备前的NOx含量,追求更低NOx排放。在此低NOx燃烧过程中,分析控制锅炉排烟中的CO含量对NOx和燃烧的效率也受到重视,因此在锅炉排烟道上设计一套自动CO分析系统对锅炉的燃烧控制研究有非常重要意义。 本文分析了锅炉排烟中烟气的特性,同时研究了CO气体浓度分析不同方法,提出了NDIR(英文全称:NON-DISPERSIVE NFRARED)非分散红外技术适合排烟CO浓度的检测。根据锅炉排放烟气中粉尘含量多的特征,选用特有反吹和侧吹功能的取样探头,并运用西门子S7-200 SMART系列PLC控制系统设计了一套CO自动分析系统,集成了连续自动采样、自动侧吹和反吹及校验等功能。 本文采用S7-200 SMART PLC配套逻辑组态软件编制控制程序,并运用WINCC画面编辑软件,实现了HMI人机界面控制。CO分析控制系统投入运行后,数据采集情况良好,为今后锅炉燃烧控制研究打下了基础。


酷易搜提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。查看详情>
关键词:CO在线监测,一氧化碳在线分析,CO在线检测,CO一氧化碳在线分析
郭堃
15129653023
最新商机
-

面议
-

面议
-

面议




 渝公网安备 50019002501864号
渝公网安备 50019002501864号